

Motivation
Im Verlaufe der Fertigung von Bauteilen aus naturfaserverstärkten Kunststoffen (NFK) treten zahlreiche energieintensive Prozessschritte auf, wobei speziell Wärme benötigt wird, z. B. zum Trocknen der Naturfasern, zur Herstellung der Kunststoffe und zur thermischen Formgebung für die finalen Bauteile. Da meist höhere Temperaturen benötigt werden, ist die Bereitstellung dieser Prozesswärme aus regenerativen Energiequellen problematisch, so dass der Fokus auf der Erhöhung der energetischen Effizienz dieser Prozessschritte liegen muss, um den Einsatz fossiler Energieträger und damit verbundene klimaschädliche Emissionen zu reduzieren.
Ziele
Um den Wärmebedarf bei der Fertigung von NFK zu senken, können Primär- oder Sekundärmaßnahmen angewendet werden. Primärmaßnahmen verfolgen das Ziel, den Wärmebedarf, z. B. bei der Temperierung von Werkzeugen für die thermische Formgebung (Spitzgießen, Heißpressen), durch innovative Maßnahmen zu reduzieren. Bei zyklisch temperierten Werkzeugen wird dies durch eine Minimierung der sog. „thermischen Masse“, die bei jedem Prozessschritt aufgewärmt und abgekühlt wird, erreicht. Die Temperierung wird auf den Bereich der Kontaktfläche zwischen Werkzeug und Bauteil konzentriert. Man spricht dabei von konturnaher Temperierung. Sekundärmaßnahmen fokussieren auf die Wiederverwendung bereits eingesetzter Wärme durch eine gezielte Abwärmenutzung. Die Abwärme eines Prozessschrittes wird dabei zeitversetzt als Nutzwärme für den nächsten Prozessschritt eingesetzt. Dazu werden geeignete Wärmespeicher benötigt, deren Betriebsparameter optimal auf diesen speziellen Einsatz abgestimmt sind. Im Projekt werden beide Ansätze – primäre und sekundäre Maßnahmen – bearbeitet.
Methoden
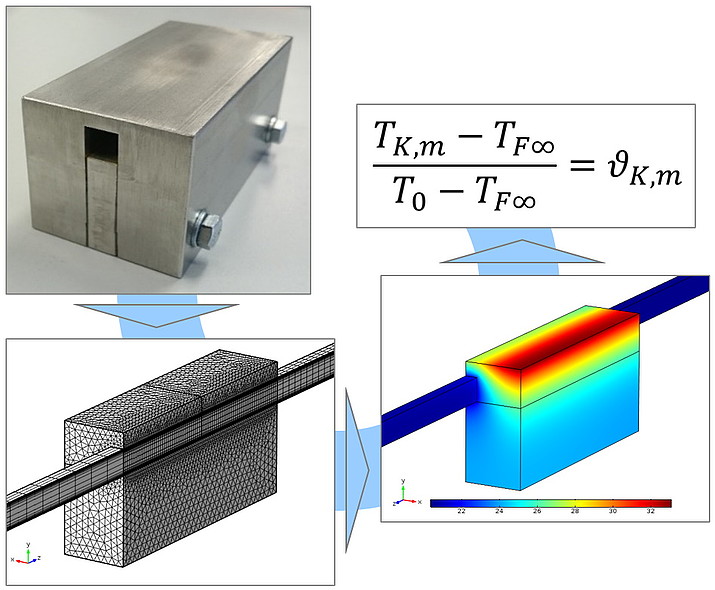
Werkzeuge für die thermische Formgebung von NFK-Bauteilen werden meist durch Wärmeträgerfluide temperiert, die durch Temperierkanäle strömen. Für eine konturnahe Temperierung müssen diese Kanäle in der Nähe der Bauteilkavität verlaufen. Zu deren wärmetechnischer Auslegung fehlten bisher die Grundlagen. Mit Hilfe eines speziellen Versuchsstandes im Labor Thermodynamik und Wärmetechnik wurden Messungen an quadratischen Kanälen in der Nähe ebener Wände durchgeführt. Diese Messungen bilden die Grundlage für die Validierung numerischer Simulationen (Parameterstudien) und deren Ergebnisse dienen wiederum der Entwicklung empirischer Ansätze für den Werkzeugbauer. Parallel dazu erfolgt die Entwicklung innovativer Latentwärmespeicher in Rohrbündelbauweise für die Nutzung von Abwärme auf unterschiedlichen Temperaturniveaus. Während zunächst nur Temperaturen unter 100 °C untersucht wurden, liegt der Fokus aktuell auf Prozesswärme bei Temperaturen, die deutlich darüber liegen. Dazu werden geeignete Phasenwechselmaterialien (PCM, Speichermaterialien in Latentwärmespeichern) untersucht und deren thermophysikalische Stoffeigenschaften ermittelt. Zur Validierung von Speicherdemonstratoren steht ein thermoölbasierter Prozessthermostat mit 20 kW Leistung für Temperaturen bis 200 °C und darüber zur Verfügung.
Ergebnisse
Im Ergebnis der Arbeiten zur konturnahen Werkzeugtemperierung ist eine Promotionsschrift entstanden, die im Mai 2024 an der Technischen Universität Bergakademie Freiberg sehr erfolgreich verteidigt wurde. Des Weiteren fließen die Ergebnisse in die Entwicklung additiv gefertigter Demonstrator-Werkzeuge aus Metall-Kunststoff-Verbünden ein, die mit den Kollegen am Fraunhofer Kunststoffzentrum Oberlausitz in Zittau getestet werden. Ein erster Rohrbündel-Latentwärmespeicher mit rund 50 kWh Wärmeinhalt und 8 kW Leistung wurde bereits entwickelt und erfolgreich zur Trocknung von Naturfasern mit Abwärme aus einem Blockheizkraftwerk eingesetzt. Die aktuellen Arbeiten beschäftigen sich mit der konstruktiven und wärmetechnischen Auslegung eines innovativen Rohrbündel-Lamellen-Latentwärmespeichers, der einen Kunststoff als Speichermaterial (Phasenwechselmaterial, PCM) mit einer Schmelztemperatur vom 145 °C nutzt. Der Einsatz von Aluminium-Lamellen als Wärmeleitstruktur im Speicher ermöglicht deutlich höhere Leistungen, generiert jedoch auch große Herausforderungen hinsichtlich der Ermöglichung der Volumenexpansion des PCM beim Aufschmelzen. Dieser Latentwärmespeicher wird anschließend im Labor Thermodynamik und Wärmetechnik mit Hilfe der Thermoöl-Versuchsanlage entsprechend der normativen Vorgaben, die im Projekt VKTES erarbeitet wurden, charakterisiert.
